Blogs & Newsletters
“Combined Cycle Power Plants in Bangladesh”

Introduction:
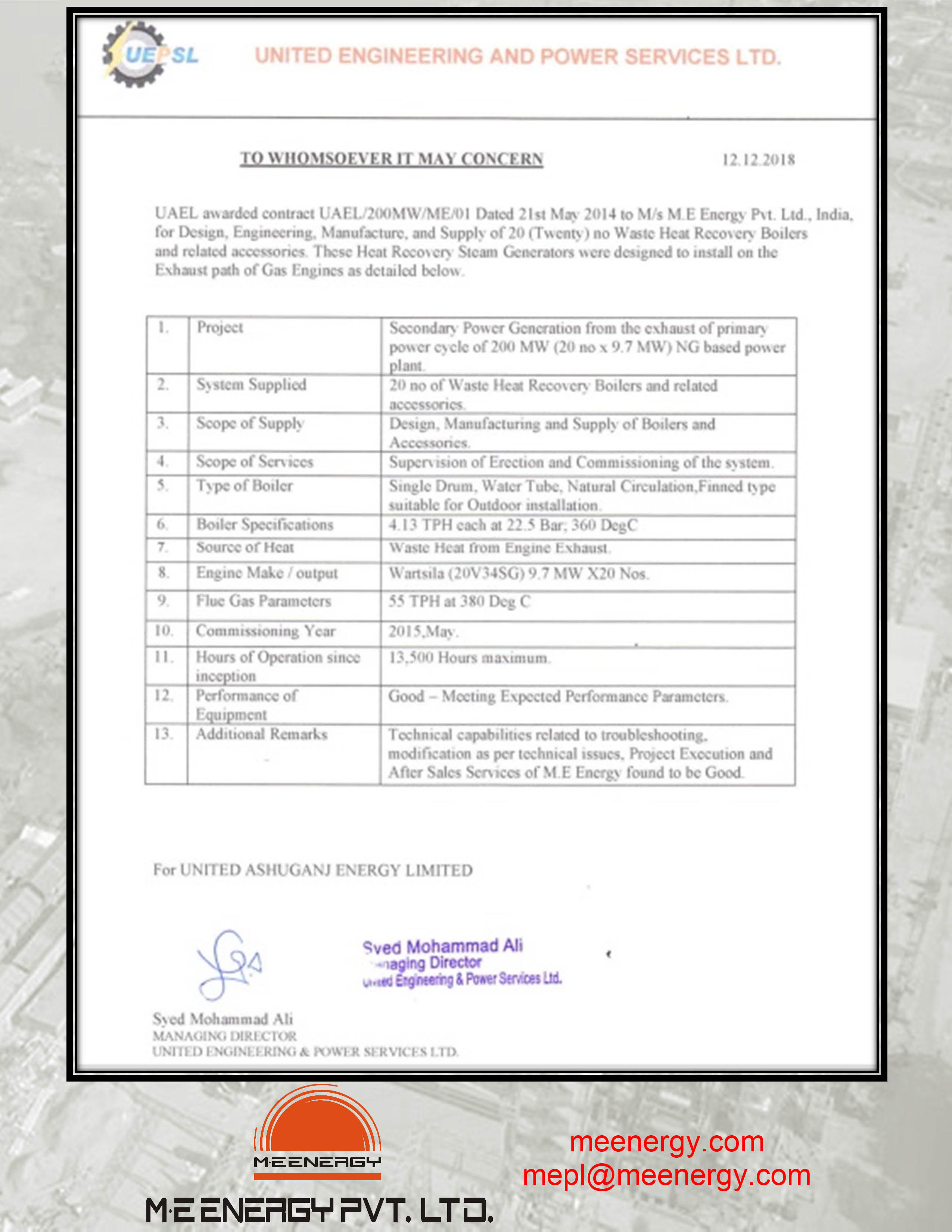
20 nos of Waste Heat Recovery Boilers of 4.2 TPH each installed on the exhaust path of 20 nos Natural Gas Fired Engines of 10 MW each, at United Ashuganj Energy Ltd., site at Ashuganj, Bangladesh.

Contract Signing
Mr. Moinuddin Hasan Rashid, MD of United Group, Bangladesh and Mr. K V Kartha, MD of M.E Energy, India, signing the contract in May’14.
Manufacturing of Boiler’s at M.E Energy Works
Manufactured at World Class manufacturing facility of M.E Energy works, Pune, India


Transportation in sea worthy packing
Consignment of 52 containers with 20 nos of boilers and systems were safely delivered via sea route to Chittagong Port, Bangladesh with sea worthy packing.
Boiler System Installation at site
Under supervision of Engineers from M.E Energy the complete project was installed and commissioned during first week of May’15.

Plant commissioned in May’15 and synchronized with grid, delivering 16 MW of additional power to Bangladesh (BPDB)
- 13,500 hours of uninterrupted running as on Dec’18
- 128 Million per annum extra units generated
- USD 12.2 Million of additional revenue
- Carbon Emission Reduction : 60,000 Tons/ year
Other Combined Cycle Power Plants in Bangladesh under various stages of execution by M.E Energy:-
- 8 MW Secondary Power Plant on 113 MW CCPP of Confidence Group at Bogra Phase I
- 8 MW Secondary Power Plant on 113 MW CCPP of Confidence Group at Bogra Phase II
- 3.5 MW of Secondary Power Plant on 55 MW CCPP of Zodiac Power, Confidence Group at Chittagong
- 9 MW of Secondary Power Plant on 95 MW CCPP of Powerpac Muthiara at Jamalpur
Cash Savings from Waste Heat Recovery on Sinter Plant
Introduction:
Modern steel plants generate huge profits from energy savings and sale of by-products or rather, the profitability of steel plants hinges upon energy recovery and sale of by-products today. Huge opportunities exist in recovering waste heat from almost all processes in an integrated steel mill – Coke Oven, Blast Furnace, Electric Arc Furnace, Basic Oxygen Furnace and of course, the Sinter Plant.
M. E. Energy, a Pune based engineering company, focusing on Energy & Energy Saving Projects, have executed similar projects for waste heat recovery from various equipment in Steel plants. The most recent one is probably the largest Waste Heat Recovery Boiler (WHRB) in India for Sinter Plant till date and that too with an innovative dual heat recovery system installed by M.E Energy.
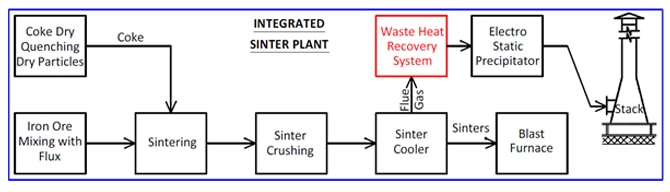
Sinter Plant Waste Heat Recovery System:
Iron ore fines along with flux and coke fines or coal are heated to produce a semi-molten mass that solidifies into porous pieces of sinter with the size and strength characteristics necessary for feeding into the blast furnace. The sinter so produced is crushed and discharged into a sinter cooler, where it is cooled by using a forced draught fan. The ambient air gets heated up to approximately 400°C in this process. The mass flow rate of this cooling air being extremely large, the amount of heat energy that can be recovered and reutilized is enormous! The hot air emerging out from the cooler has very high dust concentration, up to 4,000 mg/Nm3, and the WHRB is well designed to take care of the fouling and environmental concerns.
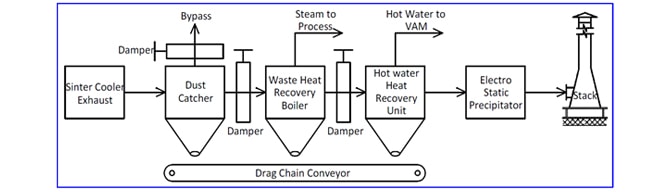
Two Stage Heat Recovery System:
The Hot exhaust gases from the Sinter Cooler first enter a mechanical dust collection device and then a well-designed WHRB to generate Superheated or Saturated steam, as per the plant requirement. Even after the WHRB recovering maximum heat feasible technically, the existing gases have large amount of low grade heat. This heat is recovered by a Hot Water Heat Recovery Unit (HW HRU) downstream the WHRB, as hot water circulating in a closed loop system. The steam thus generated could be put to use in the plant and the Hot water is used as energy source for Vapour Absorption Chiller. The system is well-equipped with necessary instrumentation and a PLC based system for safety & controls, monitoring and diagnostics. Downstream of these systems, an Electro Static Precipitator is provided prior to gases exiting through Chimney.
Typical System Parameters of a WHR System:
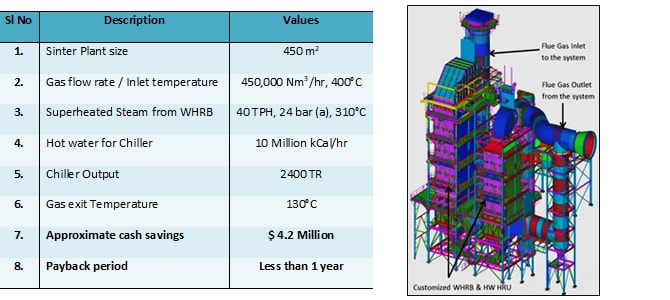
Major Benefits:
- Cash savings from Energy Savings – Free Steam and Chiller capacity.
- Lower cost of ESP & Downstream system due to lower dust concentration in gases.
M.E Energy wins tender for IOCL’s Mathura Refinery for Waste Heat Recovery Boiler on Incinerator

Indian Oil Corporation Limited (IOCL), a Maharatna PSU, places turnkey order for Waste Heat Recovery Boiler (WHRB) on Incinerator on ME Energy. M.E Energy vast experience in Thermal Engineering and their professional approach in executing custom built systems helped them to clear the stringent tendering process. The consultant for the project is Belgium based Tractebel Engineering, a global engineering consultancy company with more than 100 years of expertise in energy and infrastructure projects.
The existing Bitumen blowing Unit at Mathura refinery has two reactors running in parallel. The off gases generated from the reactors are burned in an incinerator. The air to the incinerator is provided by dedicated air blowers. The off gases are burned at a temperature of ~ 850 deg C. The off gases are cooled in the duct by injecting air and then the flue gases are released to the stack. The huge quantity of flue gas at a temperature of ~ 800 - 850 deg C has a huge potential to recover energy where the M.E Energy expertise comes into picture. The Waste Heat Recovery Boiler is vertical, water tube type construction with a Steam Generation capacity of 10.2 TPH at 13 Kg/cm2(g) at 260°C. The generated steam shall be used in refinery process application.

“M.E Energy has excellent solutions for Waste Heat Recovery in Oil & Gas, Petrochemicals, Fertilizers, Chemicals, Steel and Automobile Industries. Our past track records in last 17 years and Customer focus approach helped us to win this prestigious order from IOCL and we hope to achieve many more milestone in the near future” Mr. K. Vijay Kartha, Managing Director said.
Pune based M.E Energy Secures Large Export Order for Waste Heat Based Power Plant
M.E Energy Pvt. Ltd., a Pune based thermal engineering company has bagged a large export order to design, manufacture and supply 20 Boilers & Systems to generate 16 MW electricity using waste heat from Gas Engine Generators of a 200 MW power plant in Bangladesh. The order was won by offering superior technical solution against stiff competition from more than a dozen manufacturers from around the globe.
The Gas/ Fuel Oil fired engines used in the industry uses hardly 45% of the heat generated from the fuel and the balance goes out to the atmosphere as waste heat through the radiators and smoke. M.E Energy will design, manufacture and install Waste Heat Recovery Boilers to recover the waste heat from the smoke to produce steam. And this steam produced at zero fuel cost will be fed to a Steam Turbine to produce electric power. This is also called a combined cycle power plant.

Electricity generated by this project, which otherwise would have gone totally waste, can cater to the needs of more than 14,000 homes and the project will save energy equivalent of around 90,000 litres of fuel oil (Diesel or Furnace Oil) or around 220 Tonnes of Coal per day.
“This agreement reinforces the company’s commitment and its mission to consolidate and grow to become a world class technology driven compan y, providing customized solution in the field of energy savings.
Energy saving measures has been made compulsory for all the new power plants. Similar policy level interventions are the need of the hour for our country too, which is reeling under acute shortage of electricity.” Mr. K. Vijay Kartha, Managing Director said.
GM - Business Development - M.E Energy, Mr. Feroz Siddiqui added that the total investment for the project which will be completed in around 6 months is approximately 8 Million US Dollars and M.E Energy intends to focus on many such projects in the coming days.